



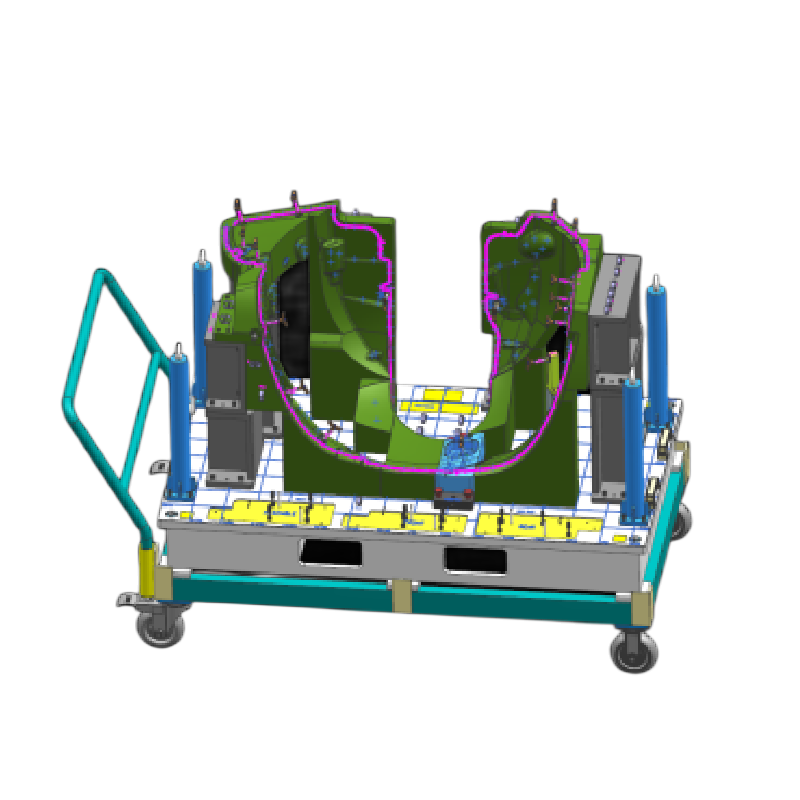
ホイール ハウス ライナー シングル プラスチック チェック フィクスチャ
ビデオ
関数
ホイールハウスライナーCFの品質検査管理、自動車生産ラインの稼働率向上をサポート。
仕様
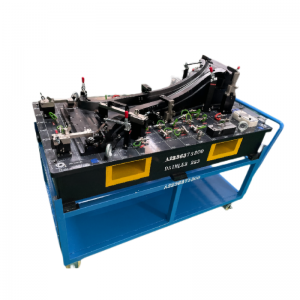
| 器具タイプ: | ホイールハウスライナーCF |
| サイズ: | 1800×900×1500 |
| 重さ: | 145キロ |
製品詳細

使用とメンテナンス
X167 は、テスト プレース プラットフォームの下のピースワークの代わりに使用されます。水平サポート バーと垂直サポート バーを含むサポート バー、水平サポート バーはベースに固定されています。シリンダーに固定され、シリンダーは固定プレートに固定され、固定プレートは水平支持バーに固定された最初の伝達装置を介して固定され、最初の伝達装置は最初の最初のネジに配置された、最初の最初のネジに配置されたサポートバー内のレベルを含みますキャビティの場合、最初の固定ブロックの最初の止めネジで、最初にキャビティ表面の最初の長いスロットを開きます。最初の固定ブロックは、収容キャビティのキャビティ壁に近い最初の長溝を通過し、最初の固定ブロックは最初のネジを備えたネジ穴が設けられています。テーブルの底を水平に置きます。
2番目の固定ブロックに接続され、ベースには2番目のネジが設けられ、2番目のモーターの2番目のネジに接続され、ベース面はプレートに配置され、2番目の長い溝が設けられ、2番目の固定ブロックには内部ねじ山と 2 番目のねじにセットすると、2 番目の固定ブロックと 2 番目の長溝壁が閉じて、プレートの表面を拡張します。複数の支持ブロックが水平プラットフォーム上に配置され、支持ブロックの表面は円弧状に配置され、それに近接しています
測定するピースワークの表面。
側壁には接続ポートが設けられ、負圧吸盤は支持ブロックの表面に接続され、負圧吸盤は支持ブロックの表面に近接し、接着剤が固定されます。請求項に記載の橋梁点検治具による。
第1シリンダーにはカードブロックが設けられ、固定プレートにはカードスロット、カードブロックカードが設けられています。
カードスロットには、固定板の端部が固定板に垂直である垂直板が設けられ、垂直板には丸穴が開けられ、第2シリンダーは垂直板に固定され、ピストンロッドが接続されています丸穴を通って最初のシリンダーに。
組立工程でのズレが少ない。03 従来技術の検査ツールはコレクトによって固定され、マイクロメータはコレクトによって固定され、シリンダーによって駆動されるか、直接手動で実行されます。
検出、この検出方法は出来高排出に存在します。
レベリングの過程ではズレなどの一連の問題が存在し、テスターの検出精度に深刻な影響を与えます。実用新案は、上記の技術的問題を解決できる新しいタイプのキャブ チェック ツールを提供します。実用新案は、次の技術スキームによって実現されます。キャブ検査ツールは、ベースとサポートロッドを含み、ベースには、テストされるピースワークを配置するための配置プラットフォームが提供され、サポートロッドには、水平サポートロッドと垂直サポートロッドが含まれます。サポートロッド、水平サポートロッドはベースに固定され、水平サポートロッドはベースに配置されますマイクロメーター、マイクロメーターは最初のシリンダーに固定され、最初のシリンダーは固定プレートに固定され、固定プレートは上に固定されます第1の伝達装置を通る水平支持ロッド、第1の伝達装置は水平支持体を含む。
ポールの第1の収容キャビティ、第1の収容キャビティに配置された第1のネジが第1にセットされる。
第1の固定ブロックはスクリュー上にあり、第1の収容キャビティ面には第1の長溝が設けられ、第1の固定ブロックは第1の長溝を介して収容キャビティ壁に近接し、第1の固定ブロックは第1のスクリューに配置される。
複数の支持ブロック、支持ブロックの表面は円弧状に配置され、テストされる出来高の表面に近接している。好ましくは、配置プラットフォームおよび支持ブロックには接続された気道が設けられ、気道は配置プラットフォーム上にある。
作業の流れ
1.ご注文受付--->2. 設計--->3. 図面・解の確認--->4.材料を準備する--->5.CNC--->6.CMM--->6. 組み立て--->7.CMM→8.検査--->9. (必要に応じて第 3 部検査)--->10. (社内/現場の顧客)--->11.梱包(木箱)--->12. 配送
製造公差
1. ベースプレートの平面度 0.05/1000
2. ベースプレートの厚さ ±0.05mm
3. 位置データム ±0.02mm
4.表面±0.1mm
5. チェックピンと穴 ±0.05mm






.png)
.png)